- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Produktuak





Pa Xafla Estrusio Linea Bakar Torlojua Estrusio Makina
Pa Xafla Estrusio Linea Bakar Torlojua Estrusio Makina
Eredua:SJ65/33
Bidali kontsulta
Produktuaren Deskribapena


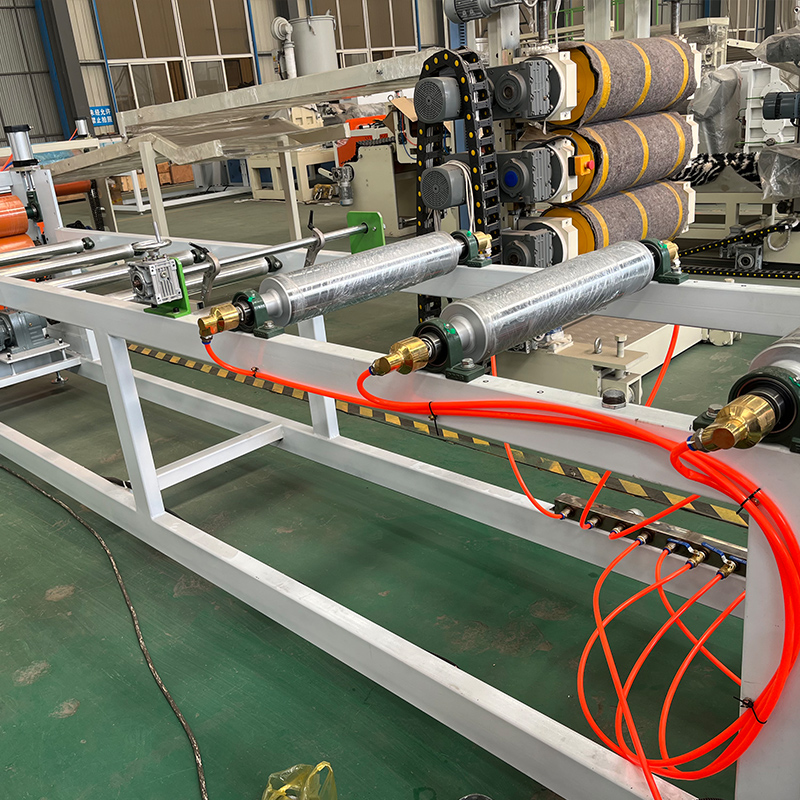
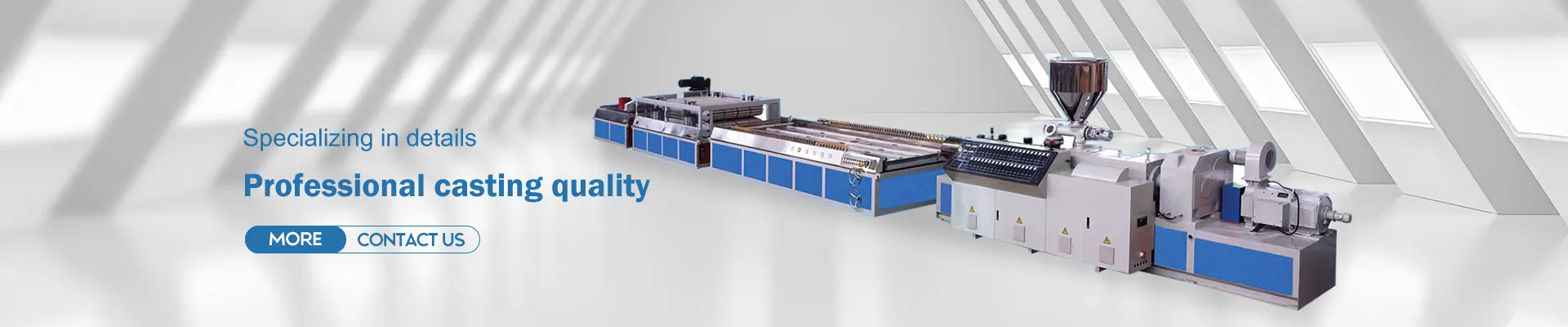
Pa Xafla Estrusio Linea Bakar Torlojua Estrusio Makina
PA xafla-ekipoen ekoizpen-prozesuak lotura anitz dakartza, hala nola, lehengaien prozesatzea, urtze-estrusioa, moldatzea, hoztea eta moldatzea, trakzioa eta ebaketa, etab.
Lehengaien hautaketa
Lehengai nagusia PA erretxina da (adibidez, PA6, PA66, etab.), eta produktuaren eskakizunen arabera gehigarriak (esaterako, plastifikatzaileak, suaren aurkakoak, masterbatchak, indargarri-zuntzak, etab.) gehi daitezke.
Baldintza nagusiak: lehengaiek garbitasuna, pisu molekularraren banaketa eta beste adierazle batzuk bete behar dituzte xaflaren errendimenduan eragiten duten ezpurutasunak saihesteko.
Lehengaia lehortzea
PA erretxinak higroskopikotasun handia du eta aldez aurretik aire beroko lehorgailuarekin edo hutsean lehorgailuarekin tratatu behar da:
Lehortzeko tenperatura: 80-120 ℃ (PA motaren arabera egokituta, hala nola PA6, oro har, 80-100 ℃, PA66 100-120 ℃).
Lehortzeko denbora: 4-8 ordu, ziurtatu hezetasuna % 0,1 baino txikiagoa dela estrusioan burbuilak edo degradazioa saihesteko.
Hot Tags: Pa Xafla Estrusio Linea Bakar Torlojua Estrusio Makina
Pa Sheet Extrusion Line Torloju bakarreko estrusio-makina, Txina, fabrikatzaileak, hornitzaileak, fabrika, handizkako salmenta, pertsonalizatua, kalitatea
Lotutako Kategoria
Xafla Ekipamendua
Ate biguneko gortina makina
Taula Ekipamendua
Car Mat Produkzio Linea
PLA Degradagarria Plastikozko Xafla Makina
Erro Kontrolagailu Makina
Plantulen Erretilu Makina
Blister ontziratzeko makinak
Geozelula Makina
Plastikozko profila ekoizteko lerroa
hodiak ekoizteko lerroa
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.